


Стан холодной прокатки труб ХПТ 10-45 с новой системой управления был введен в эксплуатацию в марте 2016 года на предприятии ОАО «Первоуральский новотрубный завод», в трубоволочильном цехе № 7.

Он позволяет осуществлять прокатку труб-заготовок диаметром от 20 до 57 мм с толщиной стенки 1,2 до 6 мм и длиной от 3 до 8 метров до готовой трубы диаметром от 10 до 45 мм, толщиной стенки 0,5 до 4 мм и длиной (наибольшая) до 24 м, из углеродистых, нержавеющих аустенитных, мартенситных и дуплексных, легированных, высоколегированных сталей, трудно-деформируемых сплавов, цветных металлов с пределом текучести до 1000 МПа. Рабочая клеть стана оснащена кольцевыми калибрами с наружным диаметром 240 мм, длина хода рабочей клети составляет 640 мм. Величина подачи трубы в одном положении клети может достигать 10 мм. Суммарный угол поворота трубы в крайних положениях клети — до 1200.
В числе авторов стана — инженер-конструктор 1-ой категории ОТС Д. Черепанов, ведущий инженер-программист ОАиЭГС С. Чернышев, канд. техн. наук, вед. науч. ОАиЭГС А. Холин и канд. техн. наук, заведующий лабораторией КЭ и СММ, АО АХК «ВНИИМЕТМАШ» А. Боровик.
Как рассказали порталу Equipnet.ru специалисты АО АХК «ВНИИМЕТМАШ», стан конструктивно выполнен с изменениями основных узлов относительно предыдущих моделей, что позволило стабилизировать технологический процесс, повысить качество выпускаемых труб и увеличить производительность.
В частности, ход патронов подачи трубы-заготовки составляет 500 мм (в предыдущих моделях – 800 мм).
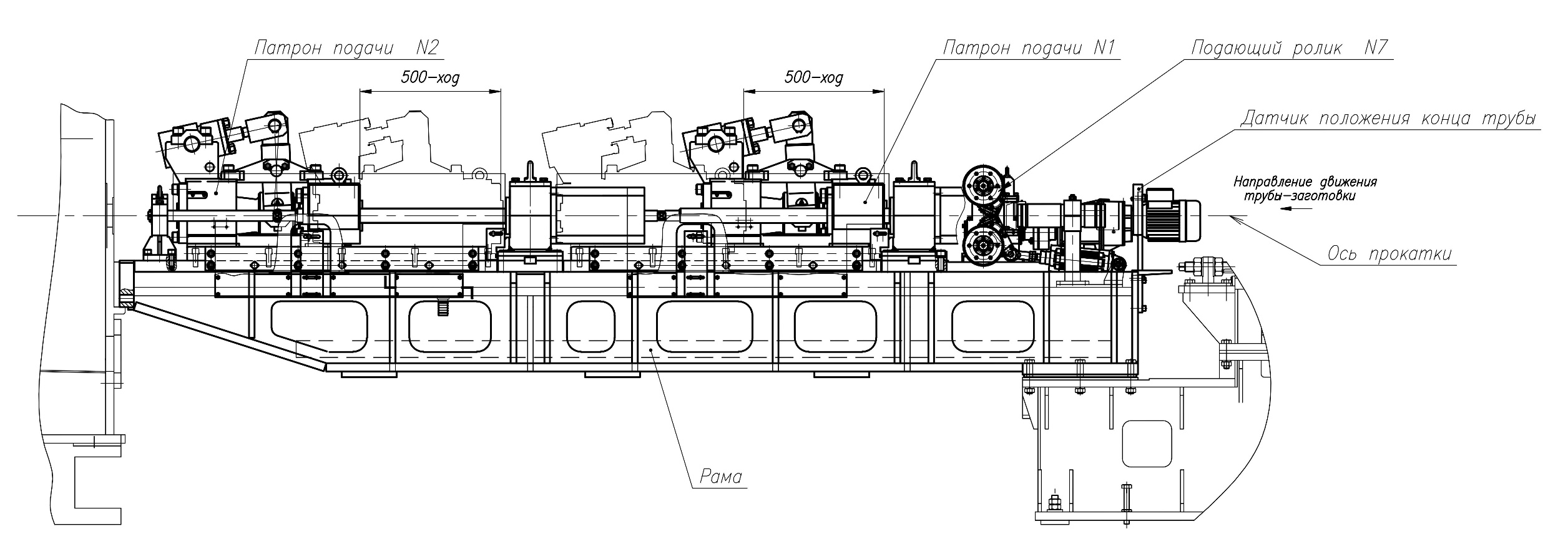
Это решение позволило уменьшить длину рамы промежуточной секции и разместить на ней подающий ролик № 7, предназначенный для доводки трубы-заготовки в зону прокатки со скоростью до 65 мм/c. Также в промежуточной секции теперь установлен датчик положения конца трубы вместо механического следящего ролика для улучшения условий контроля выхода заднего конца трубы-заготовки из патрона зажима стержня № 2 и загрузки очередной трубы-заготовки. Датчик расположен перед подающим роликом № 7. Приведенные конструктивные изменения позволили сократить длину входной части стана и, что в итоге, значительно уменьшили длину стержня оправки (с длины 18 м до 16 м).
 На стенке-лобовине корпуса рабочей линии установлен новый узел датчика стыка «карандашного типа» для регистрации стыка между последовательно движущимися трубами-заготовками. Датчик стыка выдает сигнал системе управления станом на начало отсчета пройденного пути «стыка между трубами» и по достижении требуемой величины активирует следующие режимы: 1-режим снижения скорости «прокатка стыка» (до требуемого значения, указанного оператором на пульте управления), 2-режим выгрузки готовой трубы, 3-режим зажима переднего патрона и выход из режима «прокатка стыка» на пониженной скорости. Новая конструкция датчика значительно повысила стабильность регистрации стыка и упростила процесс переналадки стана.
На стенке-лобовине корпуса рабочей линии установлен новый узел датчика стыка «карандашного типа» для регистрации стыка между последовательно движущимися трубами-заготовками. Датчик стыка выдает сигнал системе управления станом на начало отсчета пройденного пути «стыка между трубами» и по достижении требуемой величины активирует следующие режимы: 1-режим снижения скорости «прокатка стыка» (до требуемого значения, указанного оператором на пульте управления), 2-режим выгрузки готовой трубы, 3-режим зажима переднего патрона и выход из режима «прокатка стыка» на пониженной скорости. Новая конструкция датчика значительно повысила стабильность регистрации стыка и упростила процесс переналадки стана.
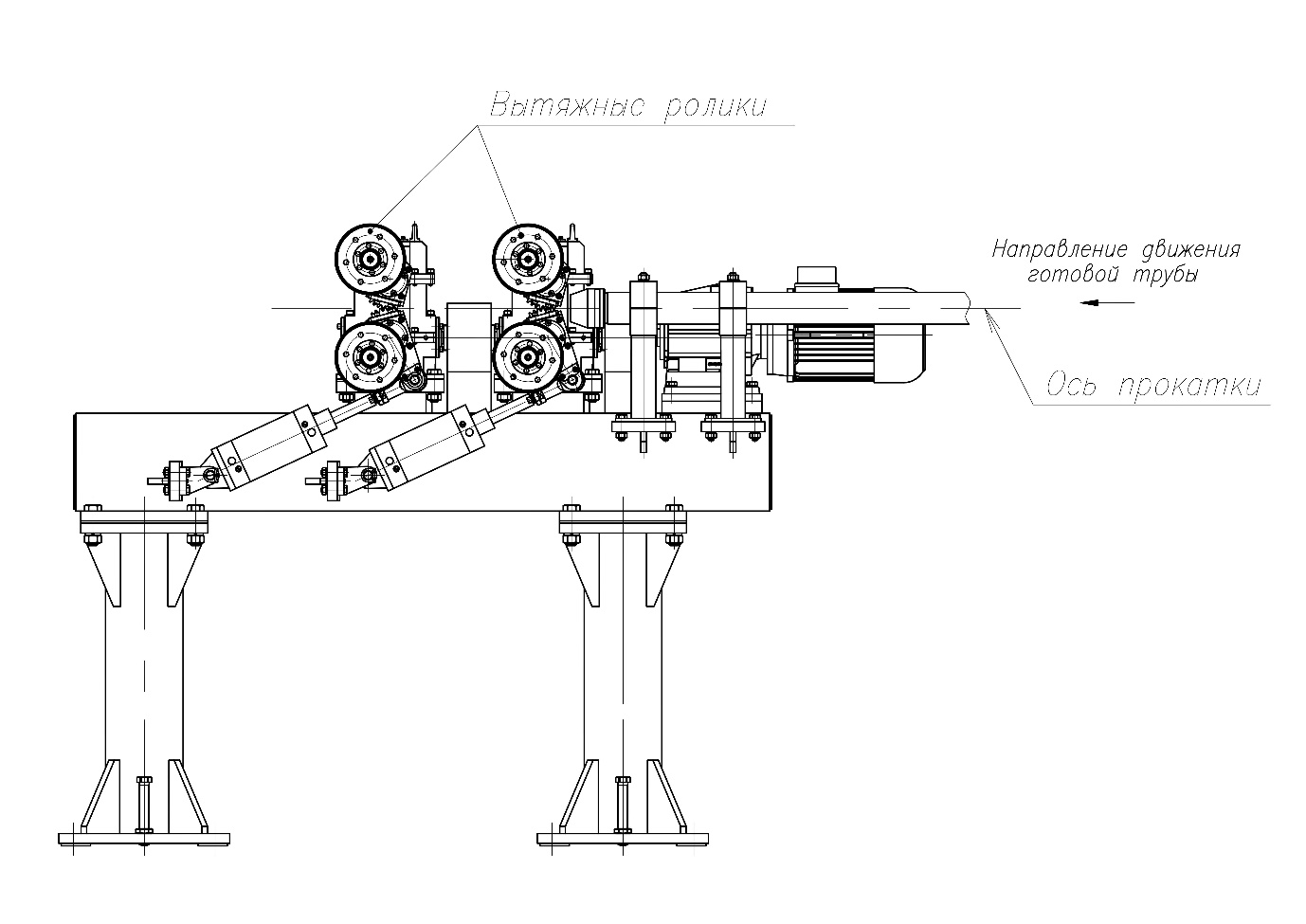
Установка вытяжных роликов в данной модели стана, расположенная сразу после выхода готовой трубы из рабочей линии и предназначенная для ускоренного перемещения готовой трубы в приемный желоб, теперь имеет два ролика с универсальными под весь диапазон труб полиуретановыми вставками с рабочей поверхностью конического профиля, что позволило устранить имеющееся проскальзывание готовой трубы при выгрузке и повысить надежность работы стороны приема готовых труб.
В АСУ стана реализованы такие функции как:
• Возможность независимого задания величин подачи и углов поворота трубы для переднего и заднего зевов. Расширен допустимый диапазон углов поворота трубы до 120° за один двойной ход клети. Данные изменения расширяют технологические возможности стана, что в результате положительно сказывается на качестве трубы и оптимизирует процесс прокатки.
• Слежение за положением стыка на промежуточной секции, по сигналу от датчика конца трубы (ДКТ). Использование такого режима позволяет повысить информативность системы контроля стыка, организовать проверку корректной работы датчика контроля стыка (ДС) и определить наличие проскальзывания трубы в патронах подачи.
• Аварийная остановка главного привода стана с сочетанием механического (наложение тормоза) и электрического (торможение постоянным током) торможения. Применение такого способа остановки позволило снизить время аварийной остановки с ~10с. (только наложение механического тормоза) до ~7,5с.
• Введение режима «фиксации/освобождения» шпинделей патронов поворота стержня оправки с отключением позиционного режима сервоприводов поворота шпинделей. Режим повышает удобство настройки патронов стержня при регулировании положения оправки.
• Реализация режима работы системы подачи смазки в стержень оправки как по сигналам расходомера (основной режим), так и в резервном режиме «работа-пауза» (с заданием времен работы и паузы). Режим позволяет избежать простоя стана при отказах в работе расходомера.
• Реализована система помощи оператору по выявлению неисправностей с точностью до типового элемента схемы (датчика, авт. выключателя, контактора, ПЧ и т.д.).
Вышеперечисленные изменения, внесенные в конструкцию и систему управления, на практике привели к получению более качественной продукции (по данным служб контроля готовой продукции ОАО «ПНТЗ»), повышению производительности стана (до 180 м/час для маршрутов прокатки Ø 32,0 х 3,0 → Ø 16,0 х 1,5 и Ø 42,0 х 4,5 → Ø 25,0 х 2,5) и повышению надежности работы всего стана в целом.




















