Впервые порошковая краска появилась в Германии еще в 1950-х годах. Тогда были запатентованы несколько технологий покрытия металлических изделий электростатически заряженными частичками. Сейчас окрашивание металла выполняется эпоксидными, полиэфирными или эпоксидно-полиэфирными материалами термореактивным либо термопластичным способом. Вначале металлическая поверхность проходит механическую и химическую подготовку. Затем в специальной камере детали окрашиваются порошковым составом электростатическим, трибостатическим или другим методом.

Виды порошковых красок
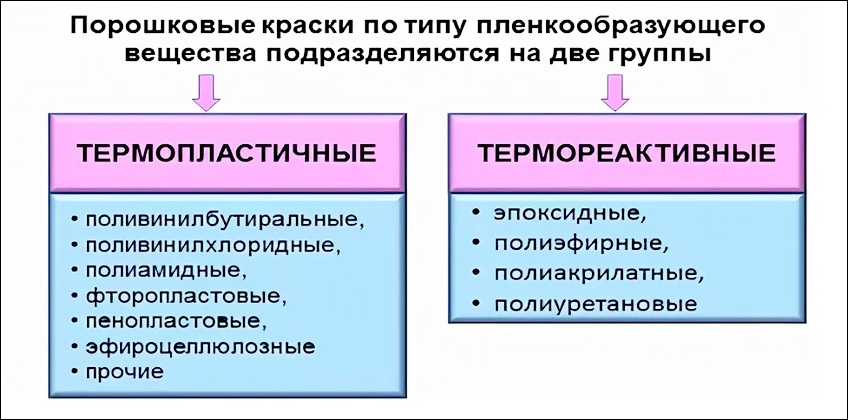
По способу образования защитно-декоративной пленки порошковые краски различаются 2-х видов. В термореактивные ЛКМ входят отвердители: при нагреве между химическими группами происходит реакция, в результате порошок растекается и полимеризуется. В таких составах содержатся эпоксидная смола, полиэфирные смеси, акрил, полиуретан. Материалы согласно технологии запекаются и отвердевают только раз. Полученное термореактивным способом покрытие устойчивое к воздействию тепла и химикатов.
 Типы порошковых красок
Типы порошковых красок
К УФ порошковым краскам принадлежат фотополимеризуемые материалы с химическим фотоинициатором. Последний молниеносно реагирует на ультрафиолетовую энергию, что приводит к отверждению либо сшиванию. УФ порошок перед затвердением расплавляется за 1-2 мин при температуре 110-130 °C. Термопластичные краски, состоящие из ПВХ, пластмасс и полиамидов, применяются для покрытия проволоки и схожих изделий, которые при отделке непрерывно перемещаются. Наносятся такие мягкие и эластичные покрытия в флюидизированном слое.
Различаются 3 основных типа порошковых красок по химсоставу.
- Эпоксидные. Обладая прочным составом, хорошо защищают от ржавления. Устойчивы к химическим растворителям и влаге, но под воздействием ультрафиолета могут видоизменяться.
- Полиэфирные. Не пигментируются, не боятся УФ лучей. Выдерживают воздействие химических растворителей, но отличаются токсичностью.
- Эпоксидно-полиэфирные. Промежуточный вариант между двумя первыми типами. Не токсичны, устойчивы к воздействию ультрафиолета, хорошо выдерживают удары. Среди минусов — невысокая стойкость к растворителям и влаге.
На полиэфиры схожи уретаны. Они прочные, гладкие, коррозионно- и химически стойкие. Этими материалами по уникальной технологии покрываются топливные баки, кондиционеры, сельхозоборудование, дверная фурнитура и автомобильные диски.
Каковы преимущества и недостатки порошковых красок
Нанесение порошкового покрытия происходит экономно. На поверхности окрашиваемой детали электростатически прилипает оптимальное количество порошка.
Излишние частички, которые осыпаются, не идут в отходы — они собираются и применяются повторно.
В составе порошковой краски нет растворителей, поэтому не требуется проводить мероприятия по удалению токсичных паров из замкнутого рабочего пространства. Технология нанесения ЛКМ очень проста. После овладения правилами работы со специальным инструментом сухое окрашивание по сравнению с традиционным будет проходить значительно быстрее. После нанесения сухая краска согласно технологии сохнет всего лишь 0,5 ч.
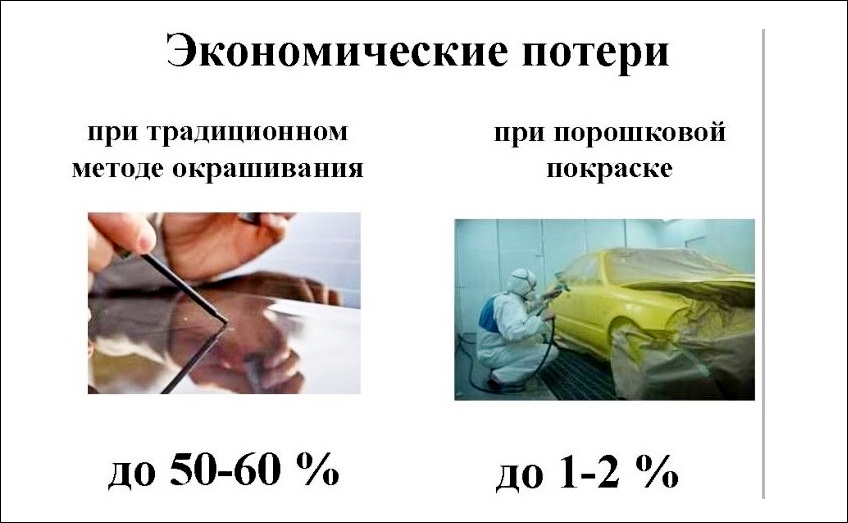 Экономические потери от покраски
Экономические потери от покраски
Порошковые материалы значительно менее пористы, чем разведенные растворителем. Они хорошо защищают металлические детали от ударов и ржавления. Большинство модификаций сухих красок отлично выдерживают воздействие разных внешних факторов, в том числе ультрафиолетовых лучей, зноя и мороза.
Порошковые краски — экологически чистые. Их органические соединения не наносят вреда человеческому здоровью и окружающей среде. При использовании такого материала загрязнение воздуха в цеху не происходит, а опасность возгорания полностью отсутствует.
У порошковых ЛКМ имеются и минусы:
- детали отделываются только специальной техникой в закрытом помещении;
- изменять цвет и оттенок порошка технически не представляется возможным;
- если на поверхности металла имеется царапина или скол, придется полностью перекрашивать изделие или устранять дефект специальным маркером;
- поскольку краска наносится при ≈ 200 °C, то отделывать ею можно только изделия, выдерживающие высокую температуру.
Кроме того, при нанесении порошка на деталь сложной формы могут возникнуть технические сложности — внутренние углы могут не прокраситься.
Подготовка поверхности для нанесения краски
Перед напылением порошковой краски изделие по технологии предварительно подготавливается механическими и химическими способами. На первой стадии удаляется грязь, старая краска и ржавчина. Выполняются эти работы абразивным способом — болгаркой, пескоструйкой либо другим инструментом. Затем выполняется химическая подготовка. Поверхности детали обезжириваются, травятся, фосфатируются, промываются водой. А также обрабатываются конверсионным слоем, пассивируются и сушатся.
Способы нанесения порошка
Среди нескольких способов нанесения порошка на поверхность наибольшую популярность обрели электростатическое и трибостатическое окрашивание.
Электростатический
 Электростатический способ нанесения краски
Электростатический способ нанесения краски
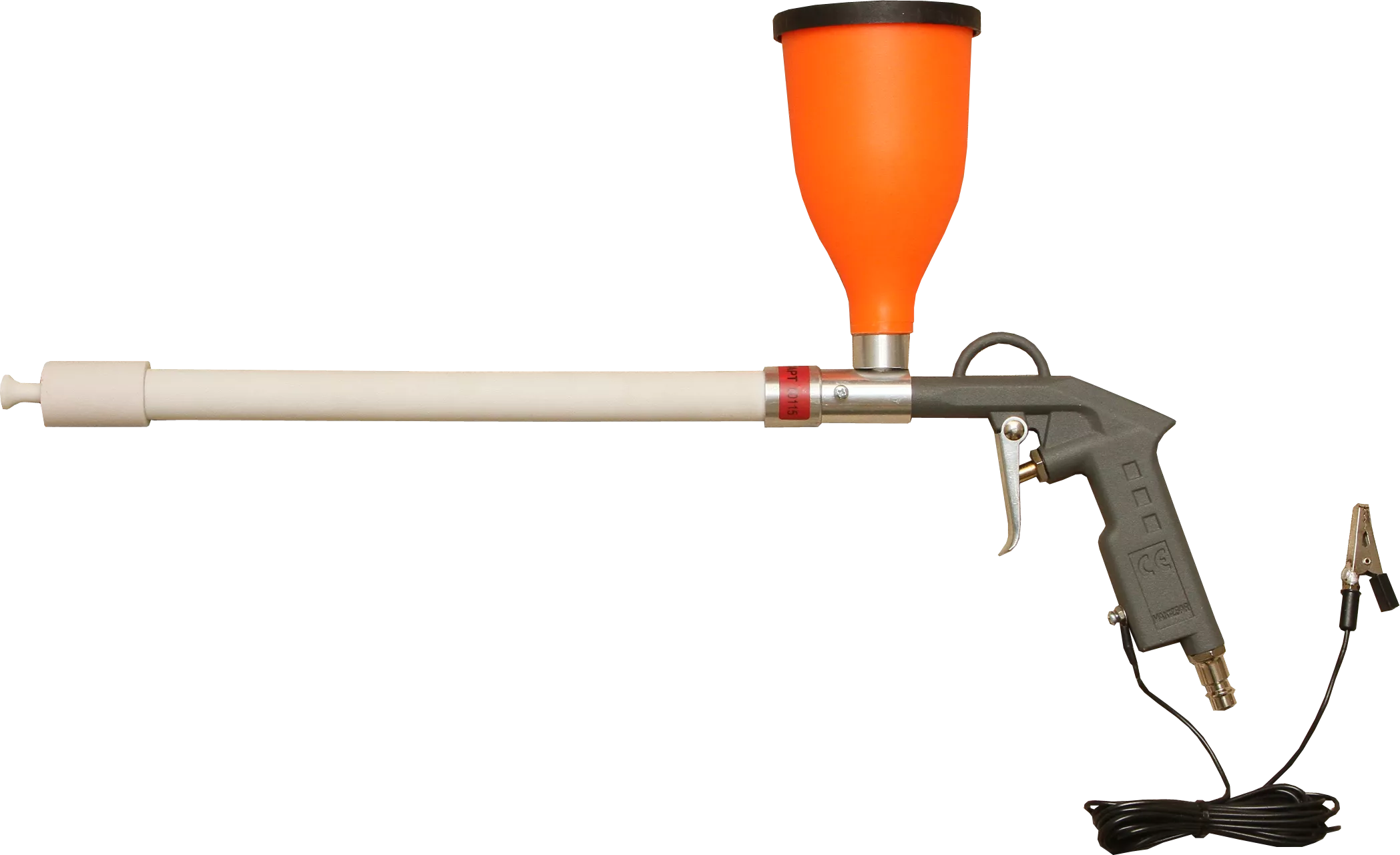
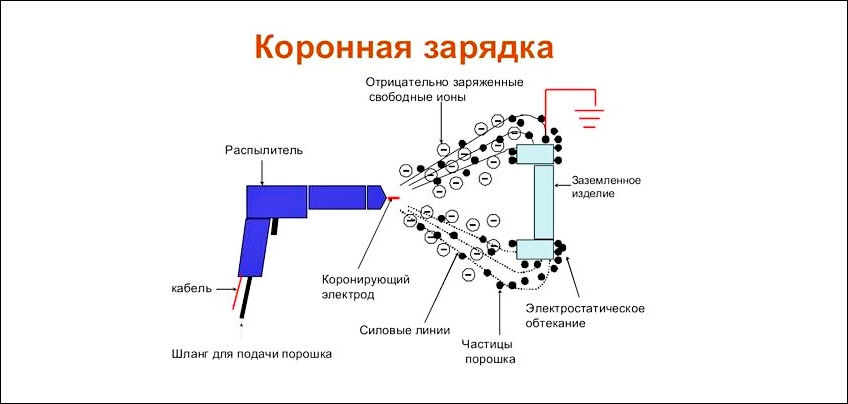
При самом распространенном способе нанесения порошковой краски на металлические предметы применяется электростатический пистолет. Этот инструмент работает на сжатом воздухе и для подзарядки порошка на выпуске использует высоковольтный электрод. Объект, подлежащий покраске, заземляется для прилипания к нему частичек порошка. У пистолетного электрода обычно минусовая полярность, у детали — плюсовая. Для отделки металлической поверхности нейлоновыми порошками полярности меняются на противоположные. Хотя электростатический способ наиболее популярный, но у него имеется недостаток — между окрашиваемыми элементами и пистолетом возникает высокое напряжение, поэтому из-за фактора клетки Фарадея трудно покрыть металл в углублениях.
Трибостатический
 Трибостатический способ покраски
Трибостатический способ покраски
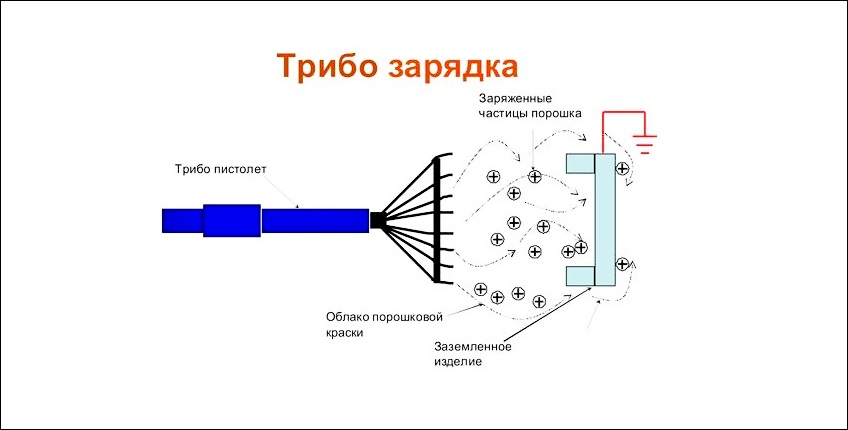
Второй по популярности — трибостатический способ. Как и в первом случае, порошок нагнетается сжатым воздухом, но при этом методе заряд происходит по причине фрикционного контакта внутренней части пистолета и частичек порошка. Электроны согласно технологии отделяются от краски, микрочастицы которой, обретя положительный заряд, притягиваются к подложке. Поскольку между инструментом и обрабатываемой деталью нет электростатического поля, то фактор клетки Фарадея нивелируется, а частички достигают углубленных частей. Такая технология уступает по частоте применения электростатической. Дело в том, что скорость окраски трибостатическим пистолетом относительно ниже. Помимо того, зарядить таким способом доступно лишь часть порошковых составов, для которых, однако, не нужен источник высокого напряжения.
Нанесение порошковой краски на металл
На очищенную деталь напыляется порошок. По ходу нанесения порошковой краски частички электрозаряжаются от источника извне или при трении между собой. Электрополем микрочастицы переносятся на изделие с противоположным зарядом. Неосевшие частички по технологии улавливаются в специальной камере, после чего используются повторно. Деталь с прилипшей к её поверхности краской перевозится для запекания в камеру полимеризации. В последнем порошковый слой превращается в высококачественное монолитное покрытие.
 Нанесение порошковой краски на металл
Нанесение порошковой краски на металл
При формовке покрытия порошковая краска нагревается, оплавляется, становится монолитной. В завершение в результате остывания термопластичных материалов либо отвердения термореактивных аналогов создается очень прочная пленка. Преобразование красящей субстанции происходит в 3 стадии. В результате оплавления порошок переходит в сгущенное состояние. Из вязко-текущей субстанции образуется монолитный слой. Отделываемое изделие смачивается расплавленным полимером, в результате создается прочное, твердое и долговечное покрытие. Сейчас защита металла порошковым покрытием проводится в Москве и многих других городах России.
Популярные категории: